
久々の自作CNCネタです。
ちょっとづつ、CNCフライス盤を自作した経験をまとめていきたいと思います。
※何か質問や誤字脱字、間違いなどがありましたらコメントにてご指摘ください。

今回は自作CNCフライス盤を自作するとき欠かせない金属加工業者へフレーム加工してもらうための方法やコツなどについてまとめてみました。
金属加工の依頼
アルミ位なら頑張って加工することもできますが、大型の鉄を加工する場合は鉄工所に依頼してしまった方が良いでしょう。

個人の加工依頼は?
そこで問題になるのが、個人でも金属加工を依頼できるか?
結論から言うと、鉄工所によってまちまちでしょう。個人的な印象としては、依頼を断る業者は少ないと思います。
私が見積もり依頼したときには、サイズの問題で加工できないということで断られたことがありますが、個人依頼という理由で断られたことはありません。
加工料金は大きく開きがある!見積もりは最低10社に

加工賃は安ければ安いほど良いのでできるだけ多くの業者に見積もりを取ることをお勧めします。
最低10社!
メールで図面を添付して見積もり依頼をするだけなので、手間にはなりません。とにかく加工業者によって加工賃の開きが大きいので、どんどん見積もり依頼を出してみましょう。
私が作製したフライス盤の場合、高い業者で70万円! 一方最安の業者は26万円ほどでした。
当たり前ですが、関東や関西など、首都圏の業者は割高です。
一方、新潟・長野など、地方御者は総じて割安。私の見積もりで、最安の業者は新潟の鉄工所でした。
また、WEB検索で「金属加工 個人」で検索すると多くの業者がヒットしますが、上位表示されている業者は総じて割高です。
(WEB検索でヒットしやすい→たくさん依頼が来る→加工賃を高くしても依頼される)という理屈ですが、検索でトップ表示させるために大手は広告費を投入しているケースもありますから、こうした費用が加工賃に上乗せされていると考えることもできます。
検索で20位以下の地方業者が安い!見積もりを取ってみればすぐに分かります・・・
技術力は?
安い業者と高い業者では加工精度が気になるところです。
ですが、この点は図面に加工精度を記載していれば不良品としてクレームが出せるので問題ないかと。
実際、高い業者と安い業者に加工依頼したことがあります。
いずれの場合も寸法精度は全く問題ありませんでしたが、面取りに違いがありました。
高い業者は加工機で面取りしているのか、大変美しく均一です。一方、安い業者はやすりを使った手作業でした。これは一例を比較しているだけなのでこれだけで論じることはできませんが、特に安いからと言って何か不具合はありませんでした。

見積もりを取るときは・・・
基本的にCADで図面を書いて見積もりします。
フリーハンドの図面でも面倒見てくれる業者はありますが、寸法などの伝達ミスも考えられるので、できるだけCADで正確に描くと良いです。
↓2次元CADの図面例

2次元CADで作図
基本的に2次元CADで作図し、寸法を記入しましょう。
ファイル形式はDXFやPDFならどこの鉄工所でも開けると思います。
- DXFは2次元CADのフォーマット。
- PDFはアドビのドキュメントファイル形式です。
3次元CADはファイルフォーマットが多種多様で開けないことがあります。また、フライス盤のフレームなどは基本的に2次元加工なので3次元CADは不向きです。(精度が出ない)
↓こんな3次元モデルの組図で見積もりを出しても断られると思います。

寸法には公差を入れましょう。
公差とは、寸法の許容誤差のことです。寸法誤差が厳しいと製品価格が上昇しますから、可能な限り寸法誤差を許容するような設計にすべきです。
フライス盤のフレームなら、一般公差の中級で問題ありません。(と言いますか、部品レベルで制度を追及しても値段が高くなるばかりで、組み立てた時に目的の制度が出るとは限らないからです。)
図面に書かなくても、見積もりに「フライス仕上げの一般公差(中級)で」と伝えれば良いでしょう。下に一般公差の許容誤差を乗せておきます。
| 基準寸法の区分(単位mm) | |||||||
| 記号 | 0.5~3 | 3~6 | 6~30 | 30~120 | 120~400 | 400~1000 | 1000~2000 |
| 許容誤差(単位mm) | |||||||
| f(精級) | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 |
| m(中級) | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±0.1.2 |
| c(粗級) | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 |
出典:www.access-eng.com/kousa.htm
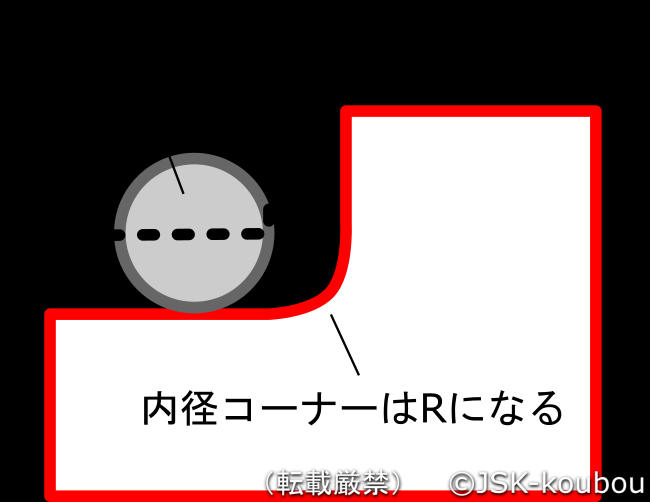
図面には内側のピン角はNG
フライス仕上げの加工品の場合、内側のコーナーがピン角になっていると加工できません。下記の図はフライス加工を上から見た図です。
エンドミルの回転軌跡は円形をしているため、内径コーナーはR(曲線)がついてしまいます。コーナーRはできるだけ大きい方が大径エンドミルを使えるので安価になります。


コメント