
問題発生!!
前回の続きでY軸平面出しで利用するコの字型定盤を作っているのですが、外気温の影響で反ってしまう事が判明
下の画像のように、4℃の違いで当たりの付いている場所が変化しています。
ダイヤルゲージで測定してみると、全長660mmの長て方向に3ミクロンほど変化していることが分かりました。
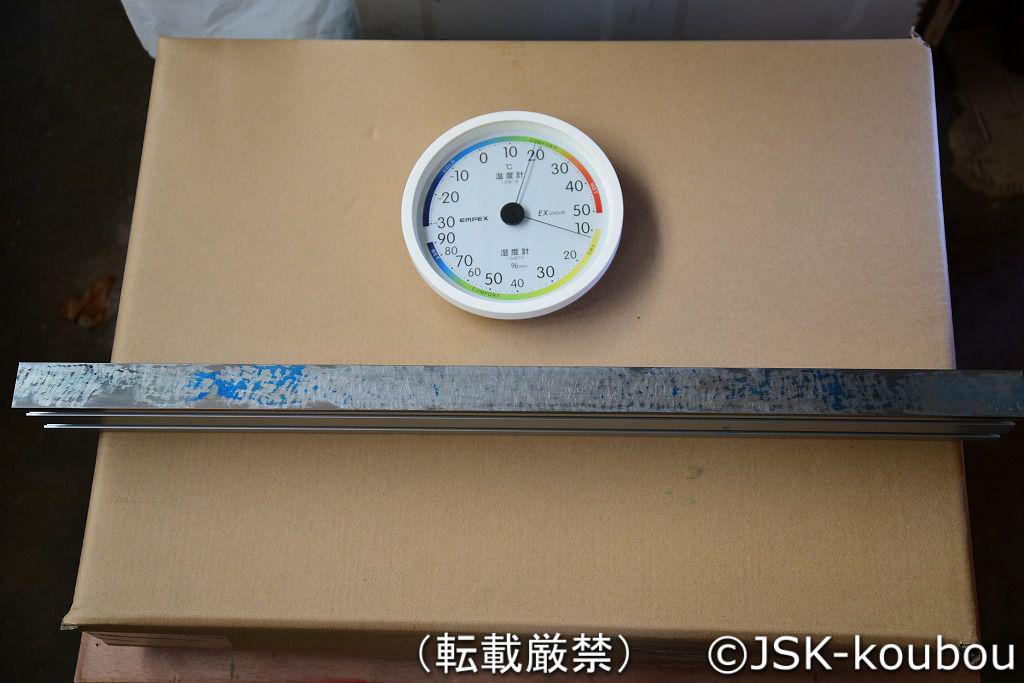
外気温22℃の状態での当たりがこちら↓
両端に当たりが付いています

外気温が18℃の状態での当たりがこちら↓
端には当たりが付いておらず、中央よりに当たりが付いています。
22℃の状態と比べ、中央部が膨らんだという事が当たりの変化でわかります。
原因は?
この原因はアルミと鉄という2つの異なる金属を貼り合わせて作ってしまったことが原因。
熱膨張係数の比較 単位:(x10-6/℃)
アルミ 23
鉄 14
例えばアルミの1mm棒は温度が1度上昇すると23μm伸びるのに対し、鉄は14μm伸びることがこの係数からわかります。
膨張係数が1.5倍以上違うので、気温がが変化すと互いに膨張する長さに差が生じることから、反ってしまうというというのが理屈。
上記の温度変化に対する当たりの関係を見ると、熱膨張によって生じる反りと理屈が合います。
というわけで、間違いなく原因は熱膨張の差にある事が判明しました。
対策
温度が1度単位で一定に保てればよいのですが、半屋外での作業になるのでそれは無理。
仕方がないのでアルミと鉄の複合材はやめて、鉄だけで作ることにしました。
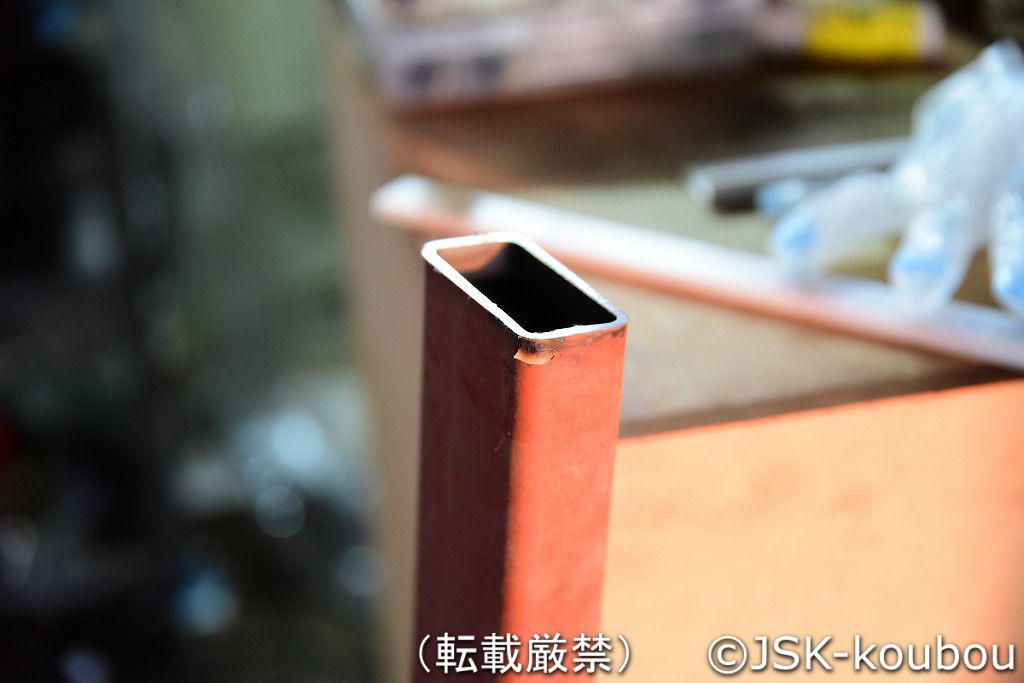
納屋で鉄の四角パイプの廃材を発見。
幅が30mm高さ50mm長さも十分あります。
まずは660mmに切断
高速パイプカッターで切断します。

フライスで平面に切削していきます。

これを直接キサゲすればよいのですが、残念ながら、コーナーのRが大きく、キサゲ面の幅が20mmしかとれません。
幅は30mm以上必要なので、前回と同様、鉄の板を張り付けて対応することにしました。
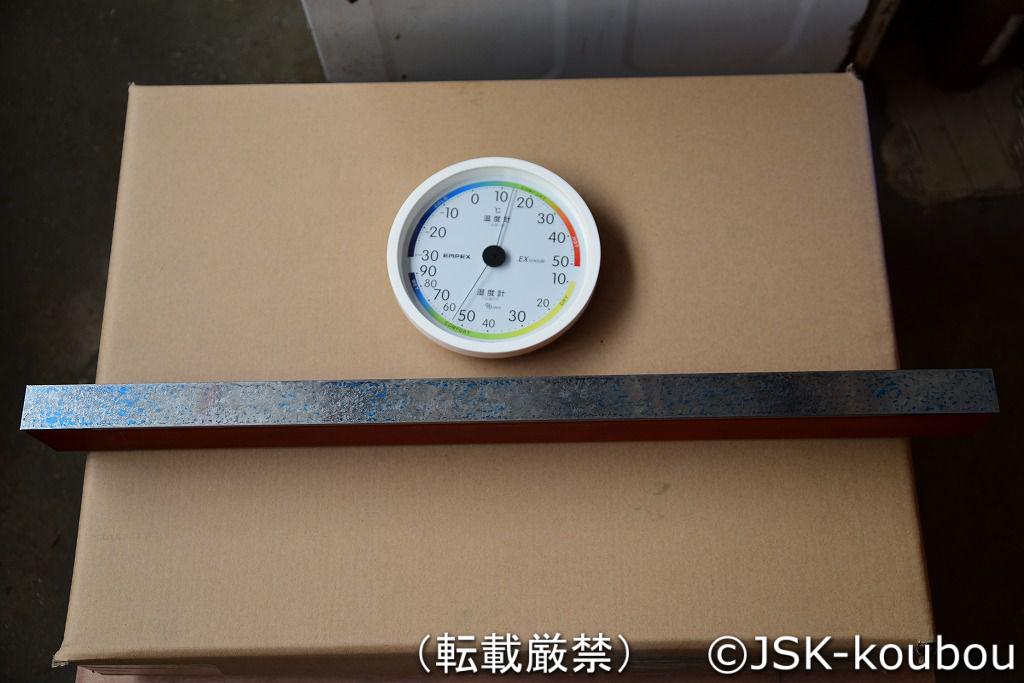
仕上げきさげまで終えた状態がこちら↓
気温は14℃ ほぼ全面に当たりが付いています。
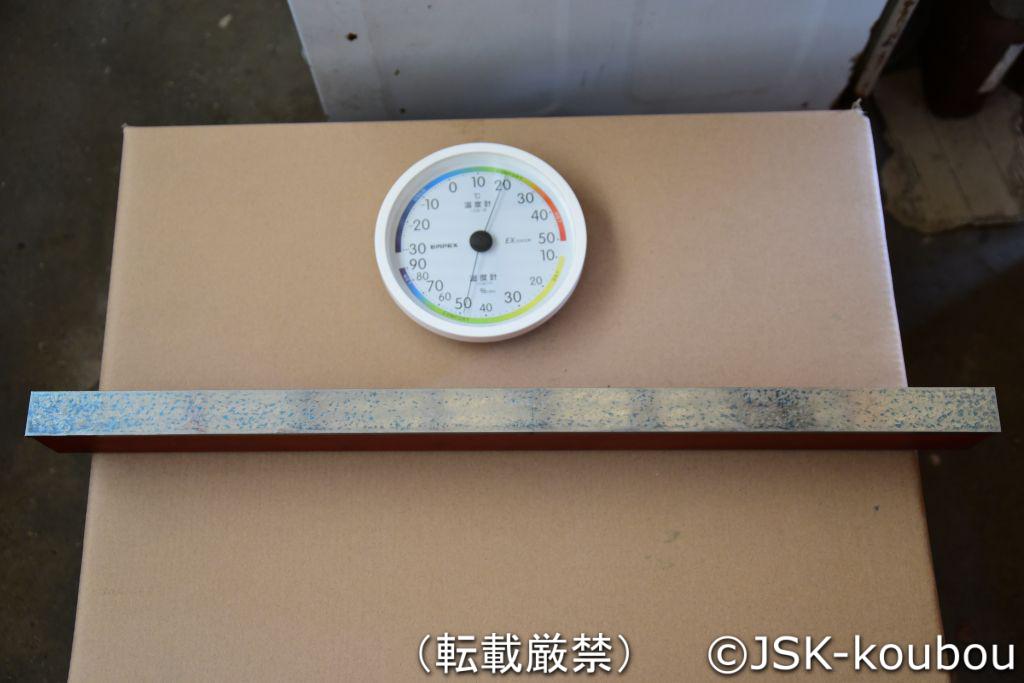
気温が20℃になった時の当たり
中央部分の当たりが若干弱くなっていますが全く当たりがつかないというわけではありません。
アルミほどの変形は確認できませんでした。
実測値もダイヤルの振れに変化がないことからこのまま作業を進めることにします


コメント