
自作CNCフライスが完成してから何かと忙しく、なかなか試運転ができないでいましたが、徐々に切削をして切削条件等の洗い出しをしています。
なんせ、オリジナルマインドのキット品と比べて剛性と出力が格段に向上したため、今までの切削条件が全く役に立ちません。ブログを立ち上げた初期のころ、オリジナルマインドの一番安いキットでアルミを切削したのですが一苦労していました。
今考えると、回転数が上がらないスピンドルでφ2mmのエンドミルをF300で切削するのが無謀でした。
「トライアック・万能調光器で集塵機の出力を調節する」参照
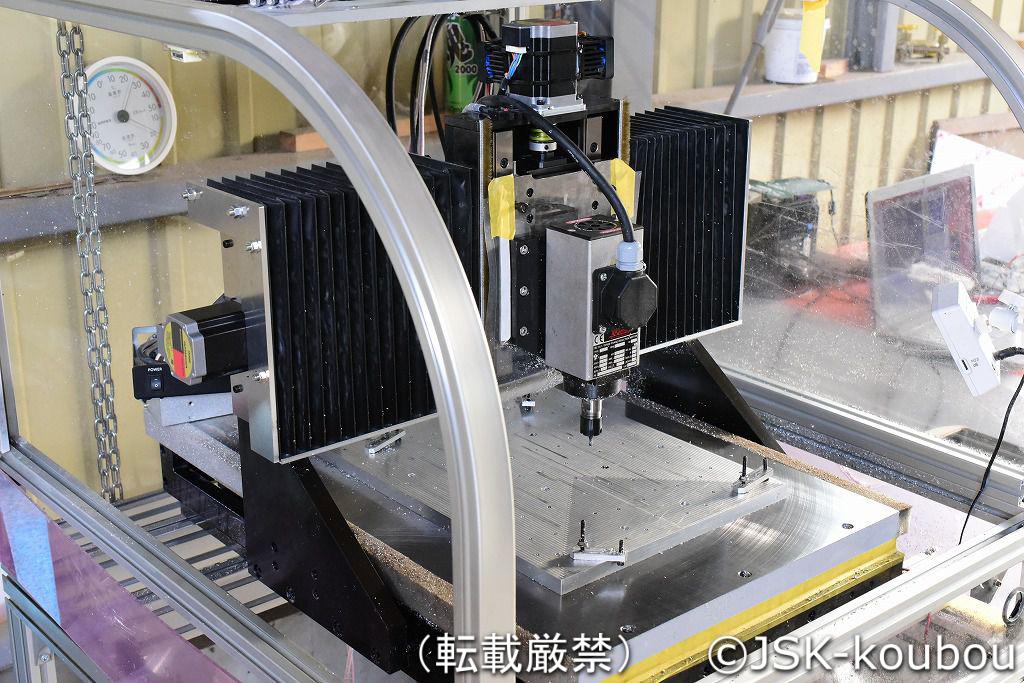
まずはアルミを切削
今回自作CNCフライスでアルミを試運転がてら切削してみましたが、φ4mmのエンドミルで主軸18000回転、切込み1mm、送りF1200で全く問題なく切削できることを確認しました。
(コメント欄で質問がありましたが、アルミのグレードは5052です。)
ただし、この条件は水溶性切削油をジャバジャバかけた切削条件です。
ドライ状態だと溶着してしまいエンドミルが破損してしまいます。
切削中に切削油の供給を止めたため、アルミがエンドミルに溶着してしまいポッキリ折れてしまいました。
↓


・各条件での切削評価
φ3mm ノンコートエンドミル
エアブロー切削
送り F1200mm/min
回転数 18000rpm
切込み量 1mm
ビビりは皆無。ただ、使い古したエンドミルのためか、若干切削面が荒れています。

φ4mmDLCコーティング
ドライ エアブローあり
回転数 18000rpm
送り F900mm/min
切込み量 0.5mm
径方向切込み量 0.2mm
新品のDLCコーティングエンドミルの側面加工なので切削面が大変きれいです。

φ4mmDLCコーティング
ドライ・エアブローなし
回転数 18000rpm
送り F900mm/min
切込み量 0.5mm
溝加工
ドライ切削・溝加工のため切りくずがうまく排出されず表面に光沢はありません。
ただし面は平らで均一です。

総括
アルミは十分実用的な切削が可能であることが分かりました。
さらに負荷をかけた重切削も行いたいところですが、わざわざエンドミルを折るために試し切りするのももったいなくて試したいとは思いません。今後必要があればテストしてみますが、今のところは十分な加工能力です。
あとは溶着による切削不良をいかになくすかが課題ですが、こちらは切削条件による処なのでクーラントやエアブローなどいろいろ試してみることにします。
鉄の切削は・・・
鉄SS400の切削条件も出しているところですが、こちらはなかなか厳しいです。
φ6mmのエンドミルで切込み量0.2~0.3mmといったところでしょうか?
送り速度300 回転数4000~5000rpmほどで試し切りしています。
上記の条件なら切削可能ですが、切削効率が悪くて実用的ではありません。
さらに切込み量を0.5mmほどまで増やすと剛性不足により振動が発生してビビります。
これは良く検証してみないことにはわかりませんが、フレームの剛性というより、リニアガイドの選定に起因するものではないかと思っています。
材料費をけっちってミスミのミニチュアリニアガイドを選択したのですが、THKの機械工具用の中予圧ガイドを選択すべきでした。
選択したミスミの軽予圧ガイドはTHKの普通予圧と同等程度の予圧しかないのです。
しかも耐荷重はミニチュアガイドがブロック一つの耐荷重が約500kgに対してTHKの中予圧ガイドはブロック一つで2200kg~2800kgも耐えられます。
ブロック1つで500kgも耐えられる(ブロック4つで2トンに耐えられます)から大丈夫かなと思いましたが、鉄を切削する場合は不足でした。
ただ、本当にガイドの剛性不足なのか実はフレームの剛性不足なのか実際ガイドを交換してみるまで分からないというのが現状です。
一応、最小限の部品変更だけでTHKのガイドに換装できるので様子を見ながら追々交換してみるつもりです。

コメント
いつも、楽しく観ています、ありがとう御座います。
「溶着」ですが、切削しているアルミは、何でしょうか?
2017、5052、7075?
52は「粘る」ので、自分も溶着してエンドミルを折った事があります、17と75は、サクサク削れるようですね。
自分は、小型のミニフライスなので、現状では18000rpmはとても出せないのですが、高速回転の一番のメリットはどんなところでしょうか?
アルミは5052です。ジュラルミンはあまり使わないのでよくわかりません。
高速回転のメリットは送り速度を早くできる事が一番のメリットです。(ありきたりですが・・・)
溶着だけを考えるのでしたら、低速で切削した方が発熱が低くて溶着し難いと思います。
その他のメリットとしてマシンの固有振動数を回避する為などで、出来るだけ回転数を変化させられた方が切削条件が出し易くなります。
こんにちは。cnc6040でアルミ切削をしているものです。
切削条件で半年も悩まされてきましたが、思い切ってこちらで紹介されている条件で切削させていただいたところ成功しました。
それまではA5052F200切り込み0.5mm 14800rpm 4φフラット3フルートで 溶着しクラッシュしてました。
こちらで使用のエンドミルは刃数はなんまいですか?