
知人から新品のナカニシ製スピンドルNR-303をいただいたので自作NCフライスに装着しようと画策中
↓頂いたスピンドルです。

ただ、入手したのはスピンドル単体で、モーターとドライバーは別売り。
モータとドライバーをそろえると10万程かかってしまうのが痛手・・・
なのでとりあえず、スピンドルホルダだけ作ってそのあと予算の都合ができたら購入することにします。
現在「高速スピンドルモーター330W-18000rpm」というスピンドルを利用していますが精度があまりよくないため精度アップの絶好のチャンスです。
スピンドルの振れが根元で3ミクロンもあり、チャックしたエンドミルの先端は10ミクロンも振れてしまいます。
↓これが例のダメダメスピンドル
これだけでも非常に芳しくないのですが、発熱も非常に高く、手で触れないほど高温になります。
また、冷却ファンの風圧が強く、さらに真下に風があたるのでキリコが四方八方に飛び散ります。
冷却ファンの音が非常に大きい点もマイナスポイント
さらに、最高回転数が18000rpm程度なので小径エンドミルの場合、回転数が不十分でした。
唯一の利点は300Wの出力が出せる点です。
ナカニシのスピンドルは出力が125Wと低いのですが、最高30000rpm出せるので高速回転を必要とするアルミにはもってこいのスピンドルです。
しかも振れ精度が公表値2μ以下で実測値は1μ、チャックの芯ブレも2μと相当な高精度。
さすが日本製。検査表もしっかり添付されています。

スピンドルホルダの制作
精度の良いスピンドルの性能を発揮させるためには、精度と剛性を確保したそれなりのスピンドルホルダを作ることが不可欠です。
ナカニシのスピンドル径が22.8なのでホルダの内径は22.790~22.785の精度で加工する必要があります。
まずはミスミから寸法指定で鉄ブロックを購入
今までエンドミルや素材などモノタロウを利用していましたが、最近はミスミの方が1割~2割ほど安く、しかも少額の買い物でも送料無料でお買い得なのでほぼミスミを利用しています。
まー、一番安いのは地元の機械工具商ですが・・・
ミスミはWEBサイトもモノタロウより検索しやすいシステムなのでお勧めです~。
欠点は発送が遅いこと・・・。
ミスミでパーツ検索して地元の工具商で購入するのがベストですかね~
ケガキして、スピンドル挿入下穴をドリルで加工します。
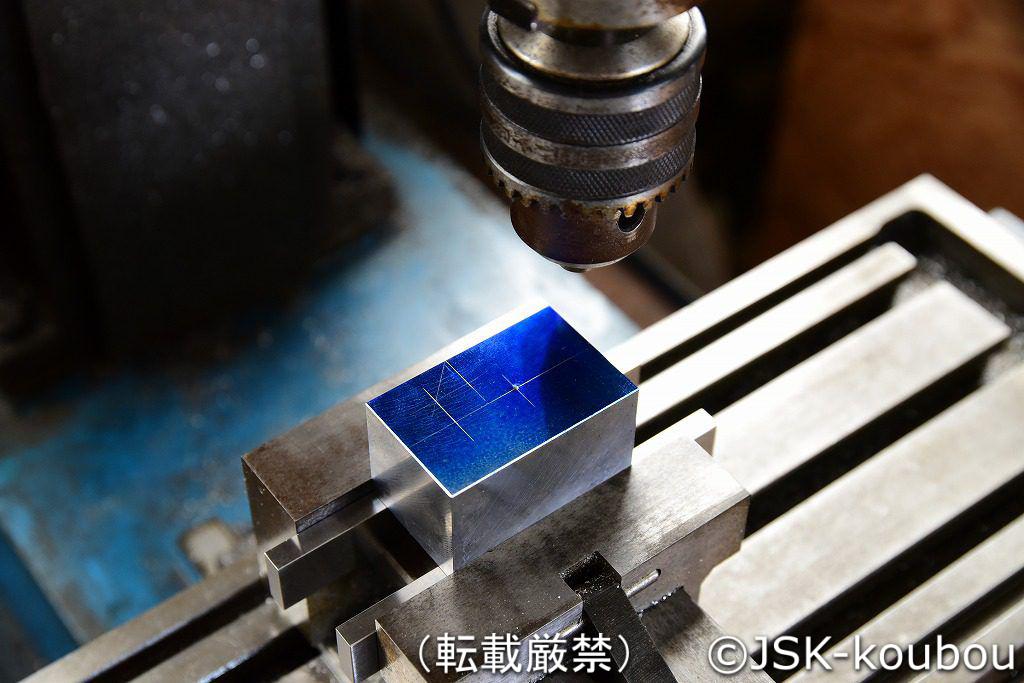
ドリル径の関係で下穴はφ12

側面の取り付けボルト穴も加工
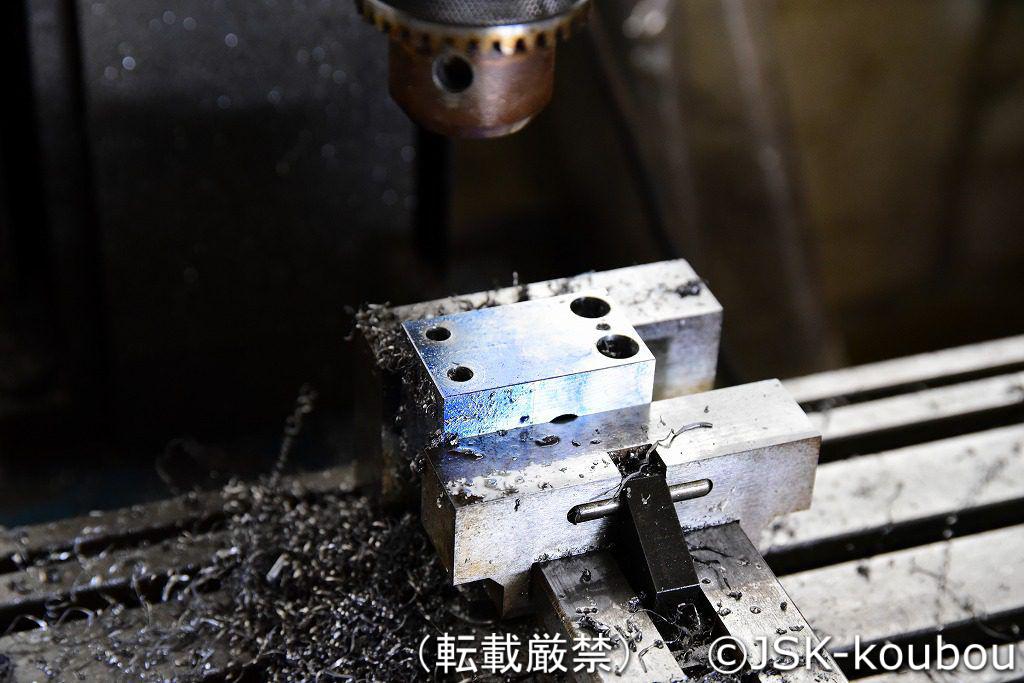
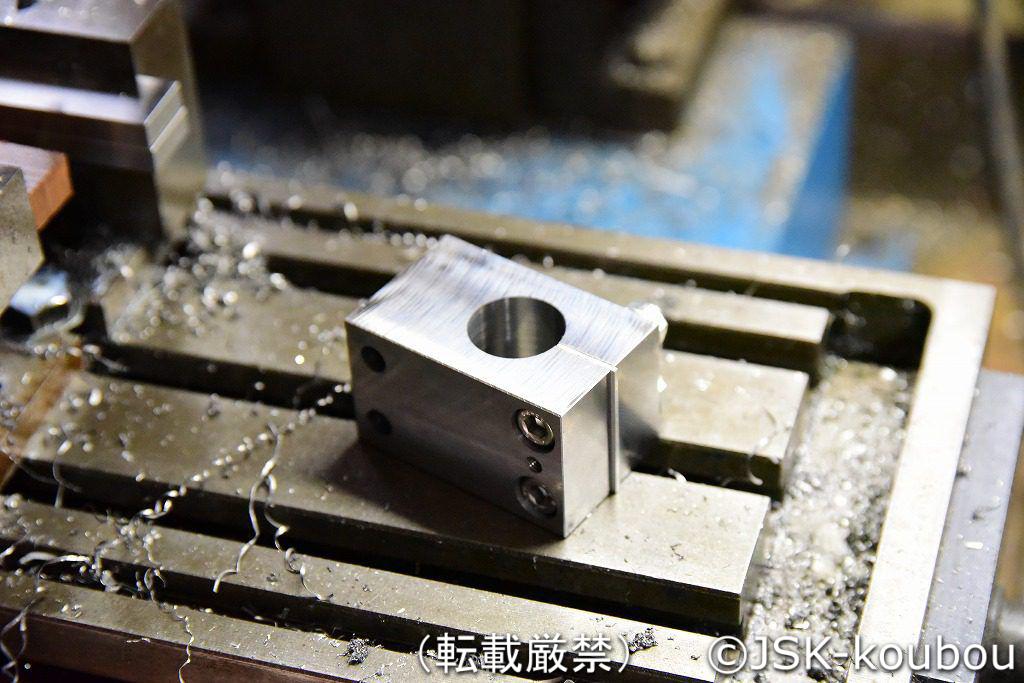
旋盤でスピンドルホルダの下穴の径を広げます。
この段階では粗削りでφ21.5まで広げます。

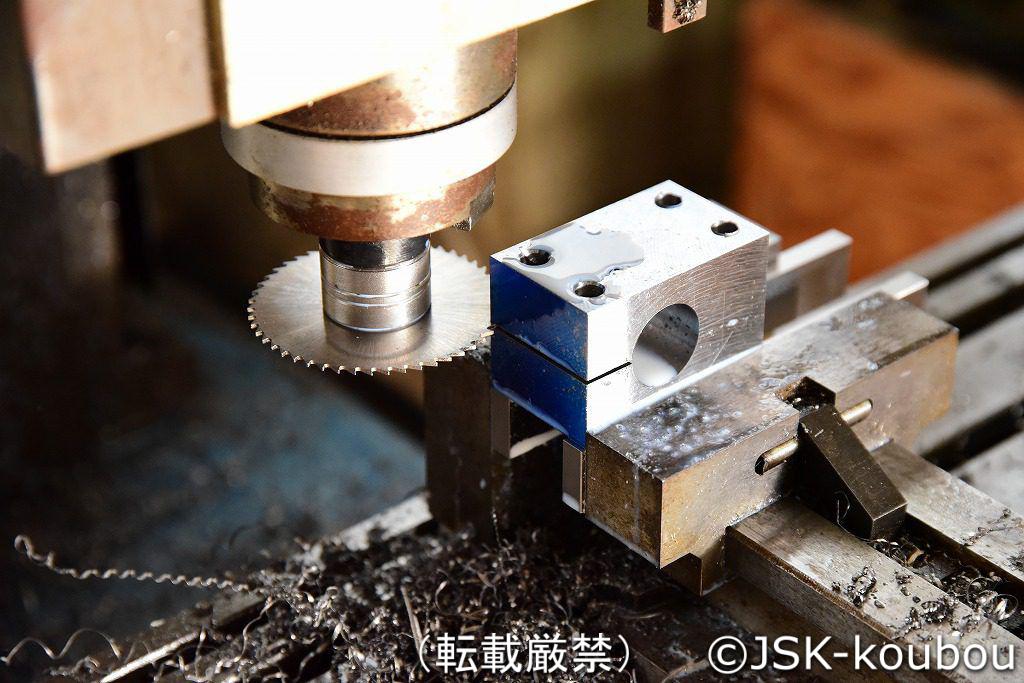
粗削りが終わったら、スリットを入れます。
メタルソーで1㎜のスリットを入れます。
加工したスリットにスペーサーを入れます。
スペーサーはアルミで作りました。
スペーサーはスリットより僅か厚みがあるので、下の写真のように取り外しボルトでスリットを広げて挿入します。

スペーサーを入れたら固定用ボルトでしっかりと締め付けます。
スリットをボルトで固定したら内径の仕上げ切削します。
内径は22.790~22.785の精度が目標。
旋盤の一メモリが半径0.025なのでメモリが役に立たないレベルです。
旋盤のメモリどころか、デジタルノギスですら寸法を評価するのに役立ちません。

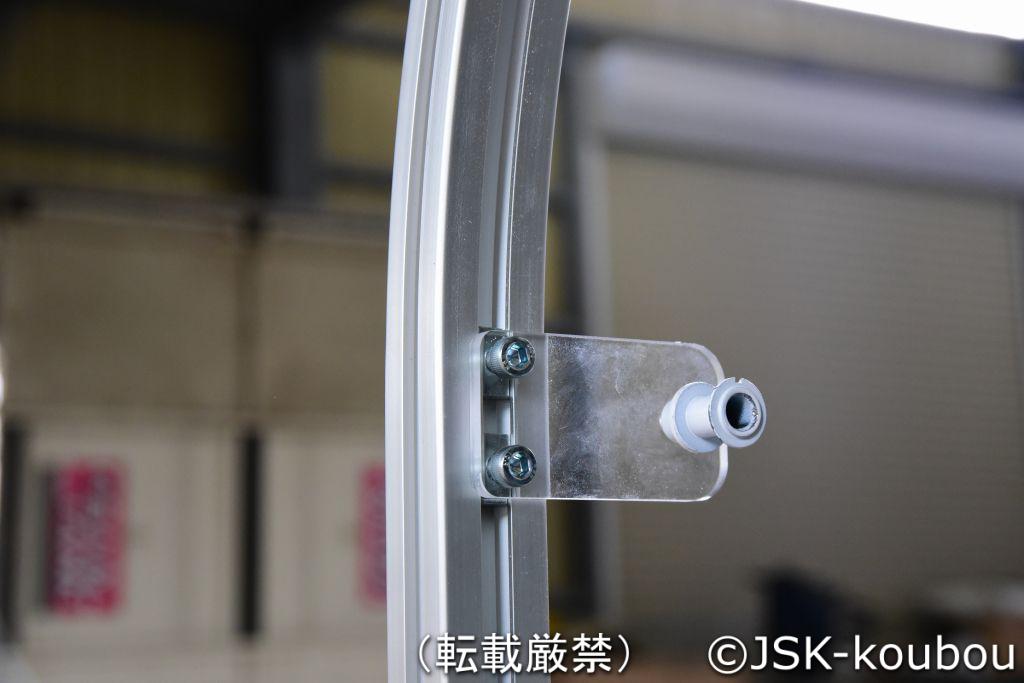
旋盤のメモリが役に立たないので内径寸法を評価する治具を作りました。
僅かにテーパーになっていて、先端が22.76mm、根元が22.79mmに仕上げています。
(ノギスの関係で1/100までしか評価できませんが、触圧で治具の”根元径<スピンドル”になっています。)
この治具の挿入加減で内径を評価することにしました。

↓仕上げ切削し、穴径を評価している所です。
この状態で、治具の中央付近まで挿入できました。
治具の中央部が22.77~22.28mmなので若干マイナス気味です

旋盤のメモリを変えずにもう一度同じ条件で切削。
↓ごらんの通り、旋盤のメモリは変えていませんが径が僅かに広がり、ほぼ根元付近で止まっています。
これで最低でも22.78以上22.79未満ということが評価できたわけになります。
(当然この状態ではスピンドルは挿入できません。)

スピンドルの挿入はスペーサーを挿入した要領で、スリットを広げて挿入します。
ごらんの通りスピンドルも問題なく挿入できます。
寸法もピッタリ!がっちり固定できました。

スピンドルのはめ合いを確認したら、不要な部分をフライス加工でそぎ落とします。

目分量で45°の勾配にカット。

スピンドルホルダの完成。
モーターとドライバーが欲しい・・・・

コメント
ナカニシE2530シリーズ、最大出力125Wとありますが、連続定格は40W程度ですのでエンドミル使用時は注意して下さいね。どちらかというと砥石を使った高精度微細研削用です。
http://www.nsk-nakanishi.co.jp/industrial/hpms/e2530/e2530.pdf
トルクが低くて使い物になりませんね
ナカニシに問い合わせたところ、メーカーのサポート外ですがE3000シリーズの電源ユニットが使えるそうです。
350Wまで出せるようですが、いずれにせよユニットが高額なのでこのプロジェクトはお蔵入りになりそうです